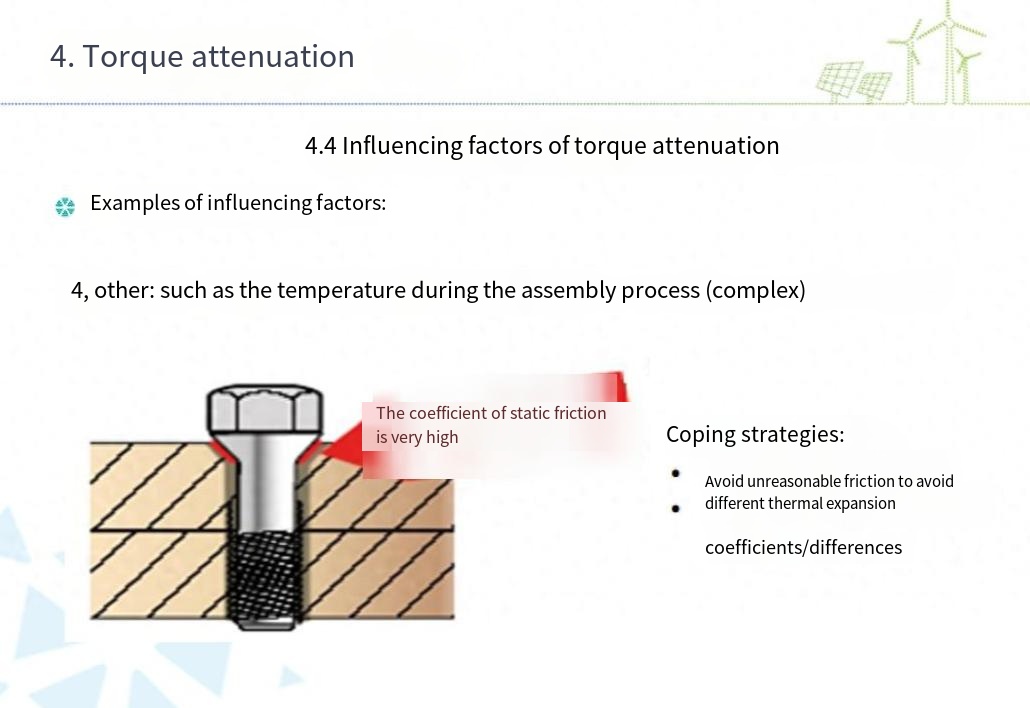

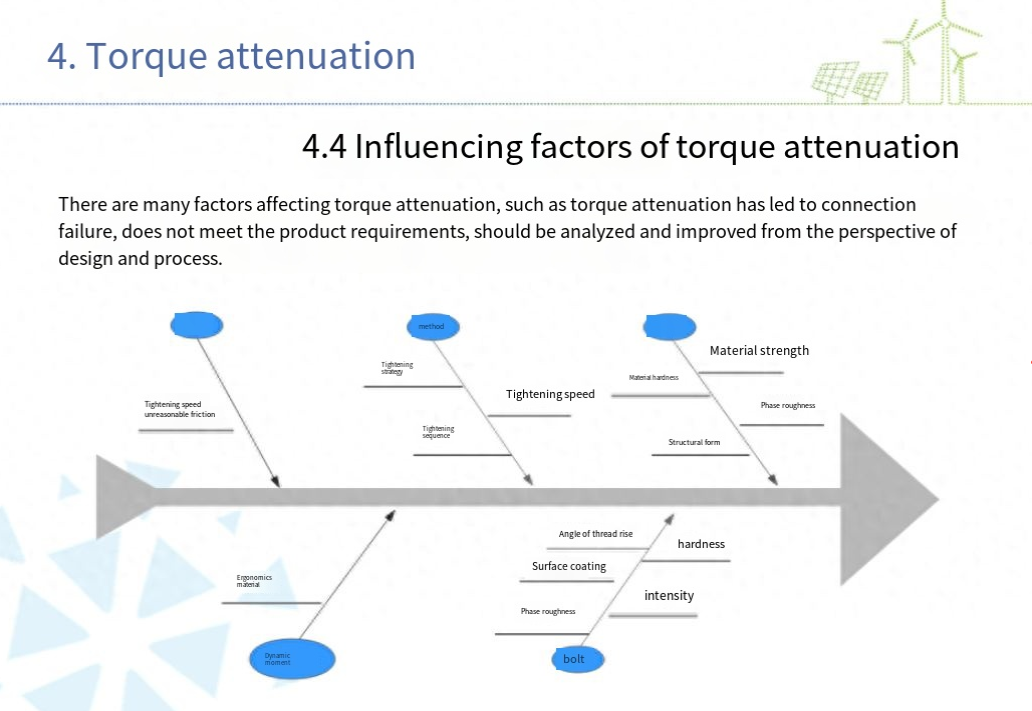
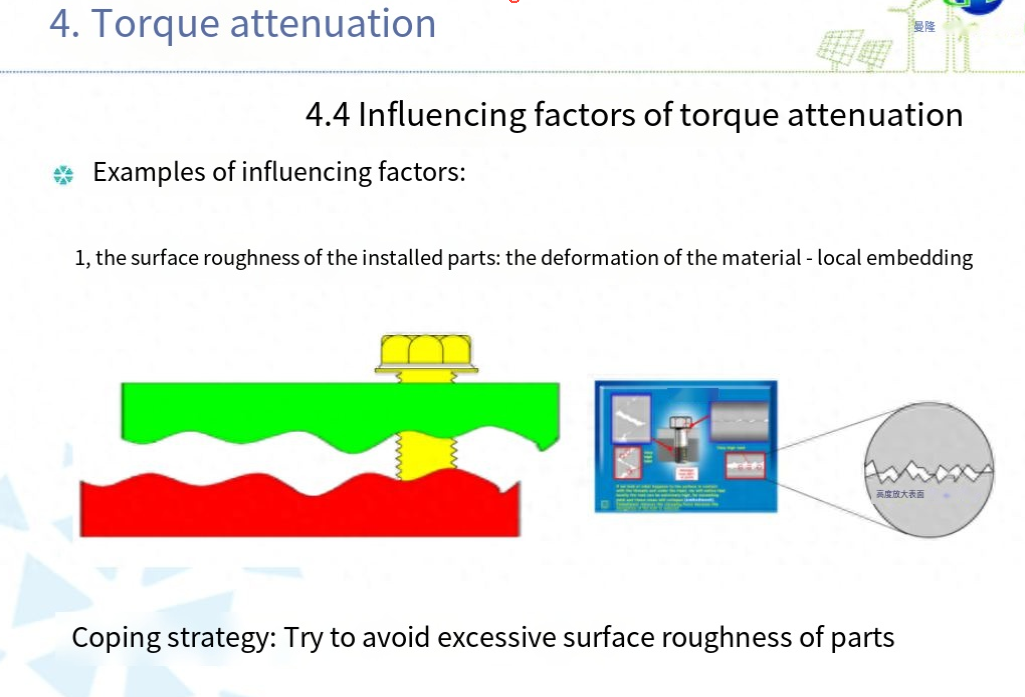
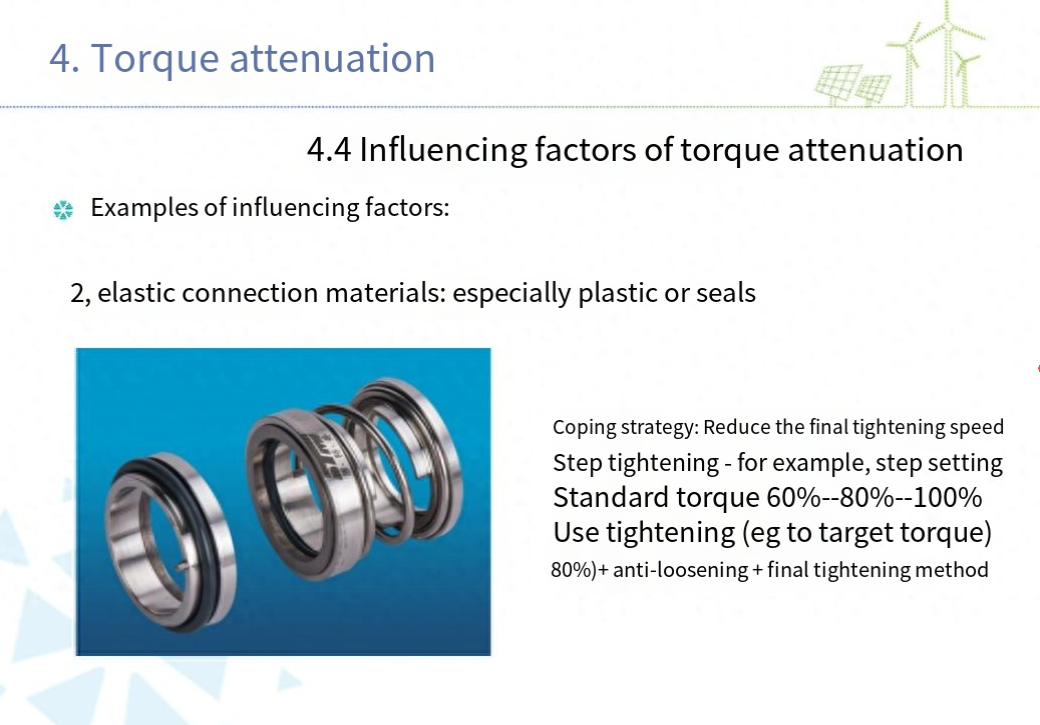
Aya seueur faktor anu mangaruhan atenuasi torsi, pikeun sababaraha bentuk ukuran perbaikan atenuasi torsi henteu sami, eusi luhur komprehensif, tina prosés sareng desain sudut pandang mertimbangkeun ukuran perbaikan umum tina atenuasi torsi diringkeskeun kieu, tangtosna, perbaikan. ukuranana teu diwatesanan kana eusi ieu di handap.Sudut Desain:1.roughness permukaan: nu leuwih leutik roughness permukaan, nu smoother beungeut bahan, sarta leutik atenuasi torsi sanggeus tightening.2.Teu karasa bahan: Ngaronjatkeun karasa bahan, beuki hese permukaan bahan ieu study antara silih, nu leutik atenuasi torsi.3.bahan elastis: plastik atawa karét, jeung sajabana kudu dipaké salaku saeutik-gancang.Lamun perlu, strategi tightening komprehensif kudu ngarumuskeun pikeun mastikeun yén gaya clamping sanggeus atenuasi meets produk requirements.4, Pilihan baud: huntu rupa baud dibandingkeun jeung huntu kasar baud pitch leuwih leutik, screw Angle oge leutik, dina pamakéan henteu. gampang leupas, jadi pamakéan atenuasi torsi baud huntu alus bakal leuwih handap huntu kasar
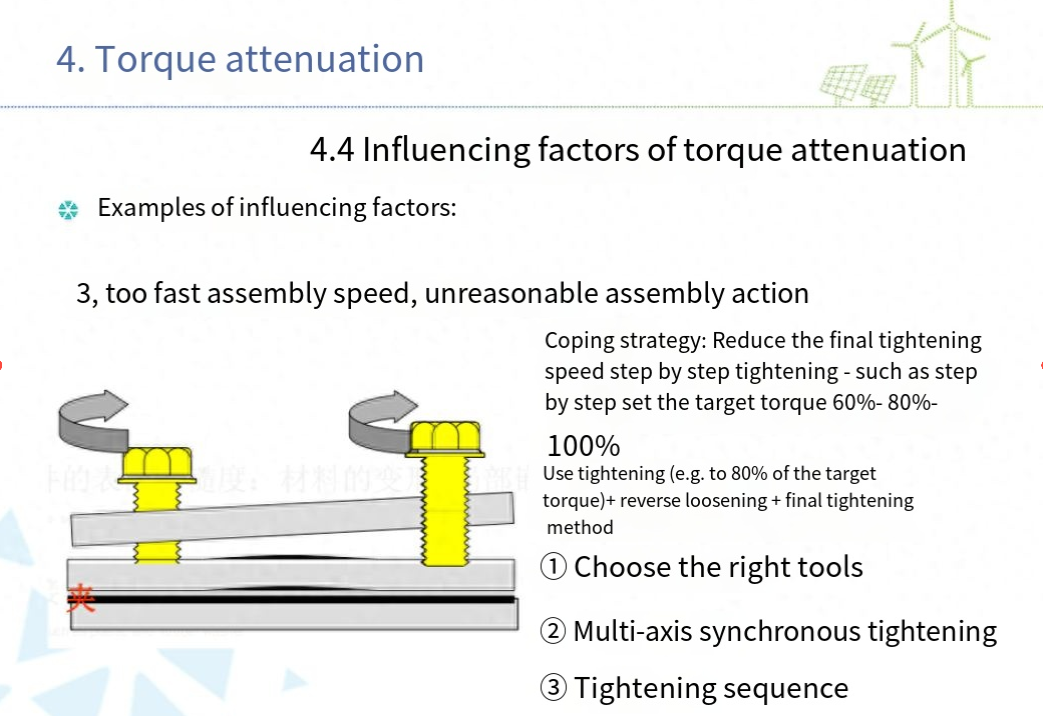
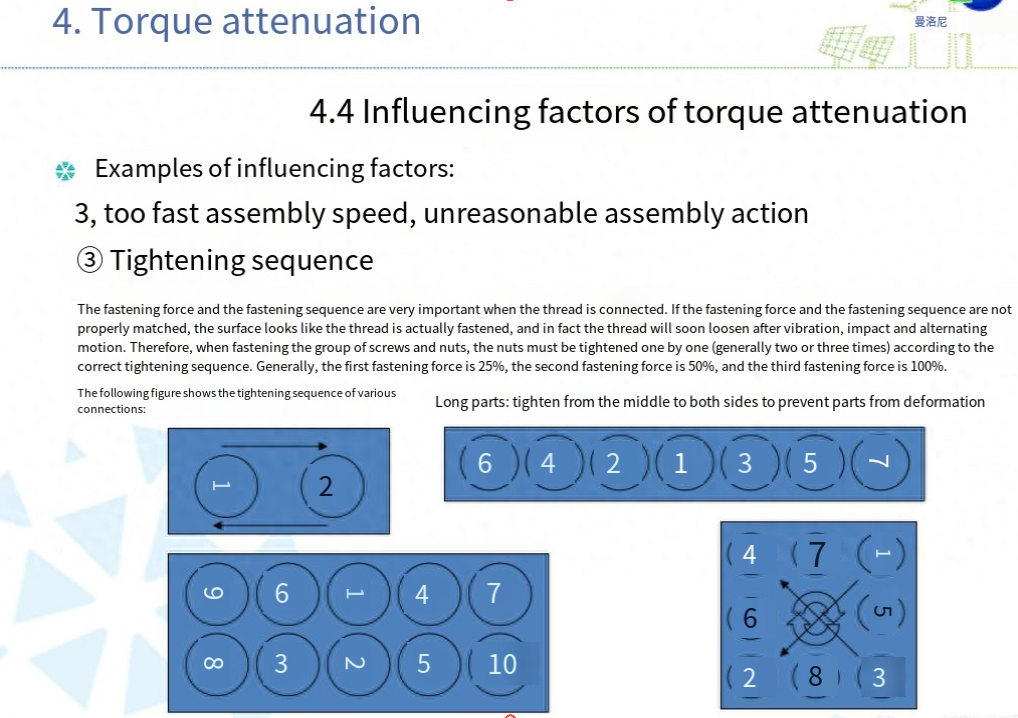
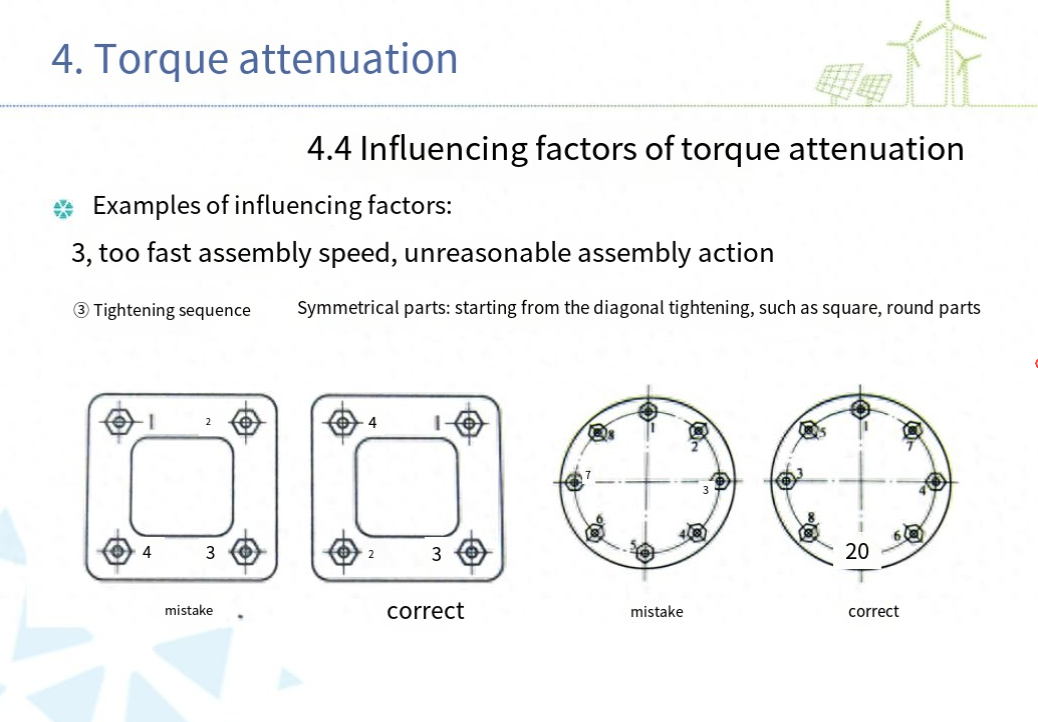
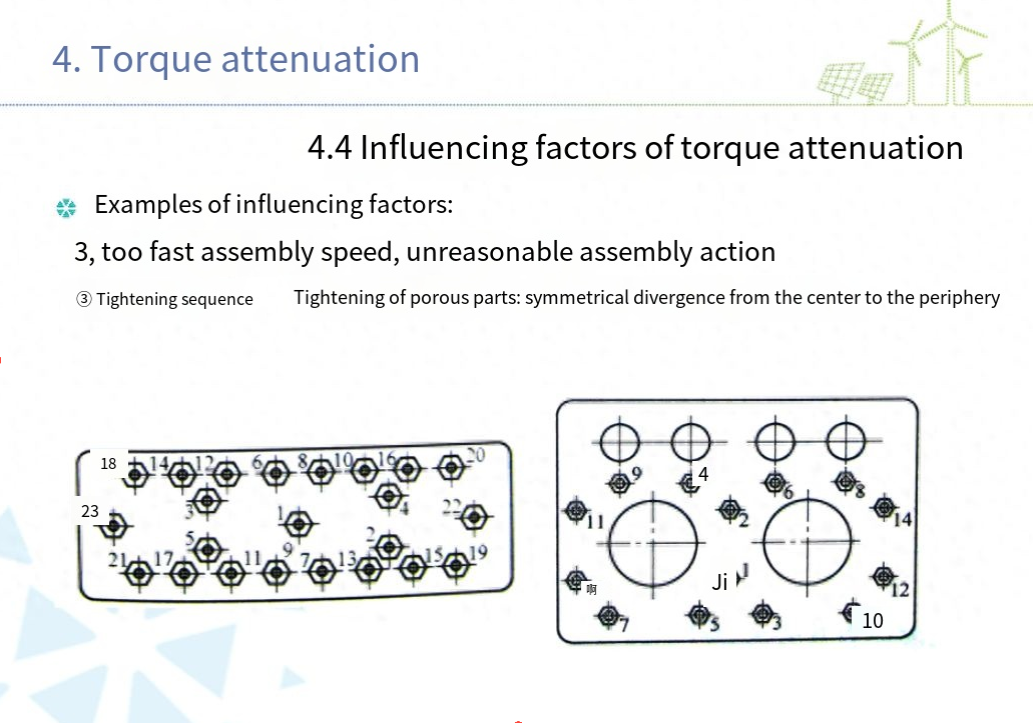
Sudut prosés:1.strategi tightening: Robah strategi tightening, tightening dua-hambalan atawa multi-hambalan tightening, sarta reureuhan 50ms dina prosés tightening ngaleupaskeun galur elastis jeung ngurangan atenuasi.2.Laju tightening: Nalika workpiece nu dipencet, burr nu departs handapeun gaya clamping badag, "pondok" gaya clamping nurun, torsi sésa sinkronis nurun gancang speed tightening, nu leutik deformasi awal burr, beuki residual. torsi nurun, kituna, ngurangan laju tightening bisa ngurangan atenuasi torsi.3.Runtuyan tightening: Robah tightening sumbu-tunggal ka sababaraha sumbu tightening dina waktos anu sareng, nu bisa ngurangan atenuasi torsi: atanapi nyandak hiji sumbu multi-hambalan tightening bertahap kana torsi target, nu ogé bisa ngurangan atenuasi torsi.
waktos pos: Sep-04-2023